Oplechování střešních prostupů: komín (pracovní postup)

Střecha je samozřejmě důležitou součástí budovy s více než jedním účelem – kromě krytí je také pohledově exponovaným stavebním prvkem.
Střešní krytiny jsou nezbytné jak u novostaveb, tak při rekonstrukcích stávajících budov. Z tohoto důvodu se titanzinkové střešní systémy Rheinzink vyznačují mnoha vlastnostmi. Projektanti a architekti se mohou vždy spolehnout na vynikající kvalitu našich titanzinkových střešních produktů a systémů, které zaručují odolnost a spolehlivost.
Mají také nespočet možností, jak najít vlastní kompletní řešení v naší řadě zinkových střešních systémů. Tato systémová řešení nabízejí více než pouhé pokrytí střechy; umožňují také integraci dalších přídavných prvků, jako jsou vikýře, kryty a speciální obložení stěn a okrajové lemování. Spojení jednotlivých titanzinkových dílů probíhá pomocí drážek.

Dvojitá stojatá drážka je dalším vývojem původního dutého falcovaného spoje nebo jednoduché stojaté drážky. Tento spolehlivý systém je v technické literatuře zmiňován již od roku 1899 a je nejlepší volbou pro sklon střechy od 3° do nejvýše 25°. U sklonu střechy od 7° je již dvojitá stojatá drážka o výšce 25 mm odolná proti dešti bez dalších opatření.
Dvojitá stojatá drážka vyrobená z naprofilovaných pásů vytváří spoj, který se skládá a uzavírá ručně nebo příslušným strojem. Tento systém umožňuje montáž atypických tvarů střech (konvexní, konkávní tvary) při zajištění těsnosti drážky.
Od 25° lze použít i krytí na jednoduchou ležatou drážku ve formě velkoformátových a maloformátových šablon.
Střechy RHEINZINK jsou z titanzinkového plechu, vyráběného podle normy DIN EN 988. Materiál má vysokou tažnost (duktilitu), která ovlivňuje tvárnost materiálu, a proto se dobře zpracovává. Přesně definované komponenty slitiny zaručují dlouhou životnost a použitelnost produktů. RHEINZINK je stavební kov s nejnižší spotřebou CO2 během výroby, a tím aktivně přispívá k ochraně klimatu.
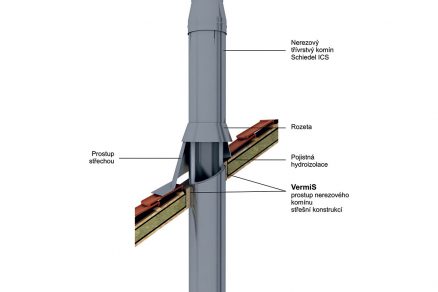
Provedení proniků
U titanzinkového plechu se kruhové proniky (komíny, ventilační roury) provádí odborně vodotěsně pomocí pájení naměkko. Tento spoj svou trvanlivostí a pevností odpovídá životnosti krytiny. U hranatých proniků při sklonu střechy pod 10° je také možné za určitých podmínek provést lemování prostupů pomocí pájení naměkko.
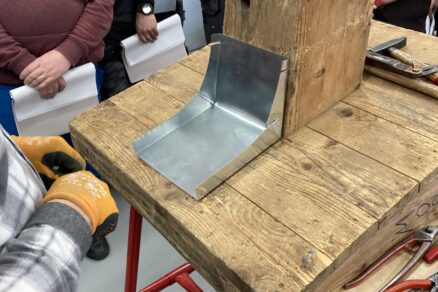
V níže uváděném postupu se věnujeme provedení proniku technikou drážkování.
Napojení nad i pod proniky v pásu krytiny se provádí dvojitou ležatou příčnou drážkou. Při střešních pronicích ≥ 1 m2 se zadní napojení provede pomocí klínu, resp. sedlem. Pro zlepšení odtoku dešťové vody se provede horní zadrážkování šikmo k okapu.
Při montáži oplechování proniků dodržujeme pořadí: čelní díl, boční části, zadní díl.
Jak na pájení naměkko?
Měkké pájení je pevné spojení v jednom pracovním kroku. Spojované materiály je třeba mechanicky nebo chemicky očistit, aby byl povrch čistý a nemastný. Pro spoj si připravíme přesah plechových dílů mezi 10 a 15 mm, na který následně naneseme v dostatečném množství, celoplošně aplikačním štětečkem pájecí prostředek.
K samotnému pájení použijeme pájecí kladívko o hmotnosti více než 350 gramů, ideálně 500 g, které nahřejeme na pracovní teplotu cca 250 °C. Pomocí kladívka zahřejeme spojované díly na pájecí teplotu a spojíme pájkou (cínozinková nebo cínoolověná pájka). Pájecí mezera, do které proniká pájecí materiál, by měla být menší než 0,5 mm. Pro kapilární vzlínání pájky a vznik pevné slitiny mezi pájkou a titanzinkem je vhodná co nejužší mezera mezi spojovaným materiálem.
Po ukončení pájení očistíme spoj od zbytků pájecího prostředku pomocí vlhké tkaniny.
Při pájení se snažíme vyhnout nejčastějším chybám měkkého pájení – přehřátému kladívku, příliš rychlému pájení, příliš nízké teplotě, nevhodnému pájecímu prostředku (pájka) a tavidlu ad.
Pájení naměkko

A Příprava spoje
Na očištěný povrch spojovaných materiálů v místě budoucího spoje naneseme pájecí prostředek.
B Technika pájení
Pájecí kladívko zahřejeme na požadovanou teplotu a po celou dobu pájení dbáme na správné držení kladívka pro docílení kvalitního, spolehlivého spoje.
C Provedení spoje
Pájení po celé délce spoje provádíme konstantní rychlostí a dbáme na dostatečnou teplotu pájecího kladívka, na dostatek pájecího prostředku a na vyhovující šířku mezery mezi spojovanými materiály.
Oplechování komínu či jiného proniku






Text: technický poradce RHEINZINK Jiří Suchánek
Provedení detailu: školicí klempíř Štefan Mitaš
Foto: Rheinzink